Optimized Process Monitoring through inline UV-Vis Spectroscopy
UV-Vis spectroscopy is a powerful analytical tool for accurately assessing the composition and stability of coloured materials—whether solid, liquid, in suspension, or molten. Our devices are used worldwide to monitor and control the production of high-tech composite materials, biopolymers, recyclables, and bulk plastics.
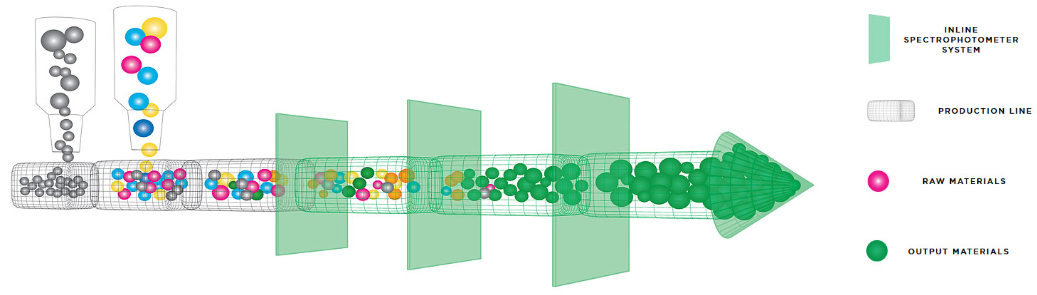
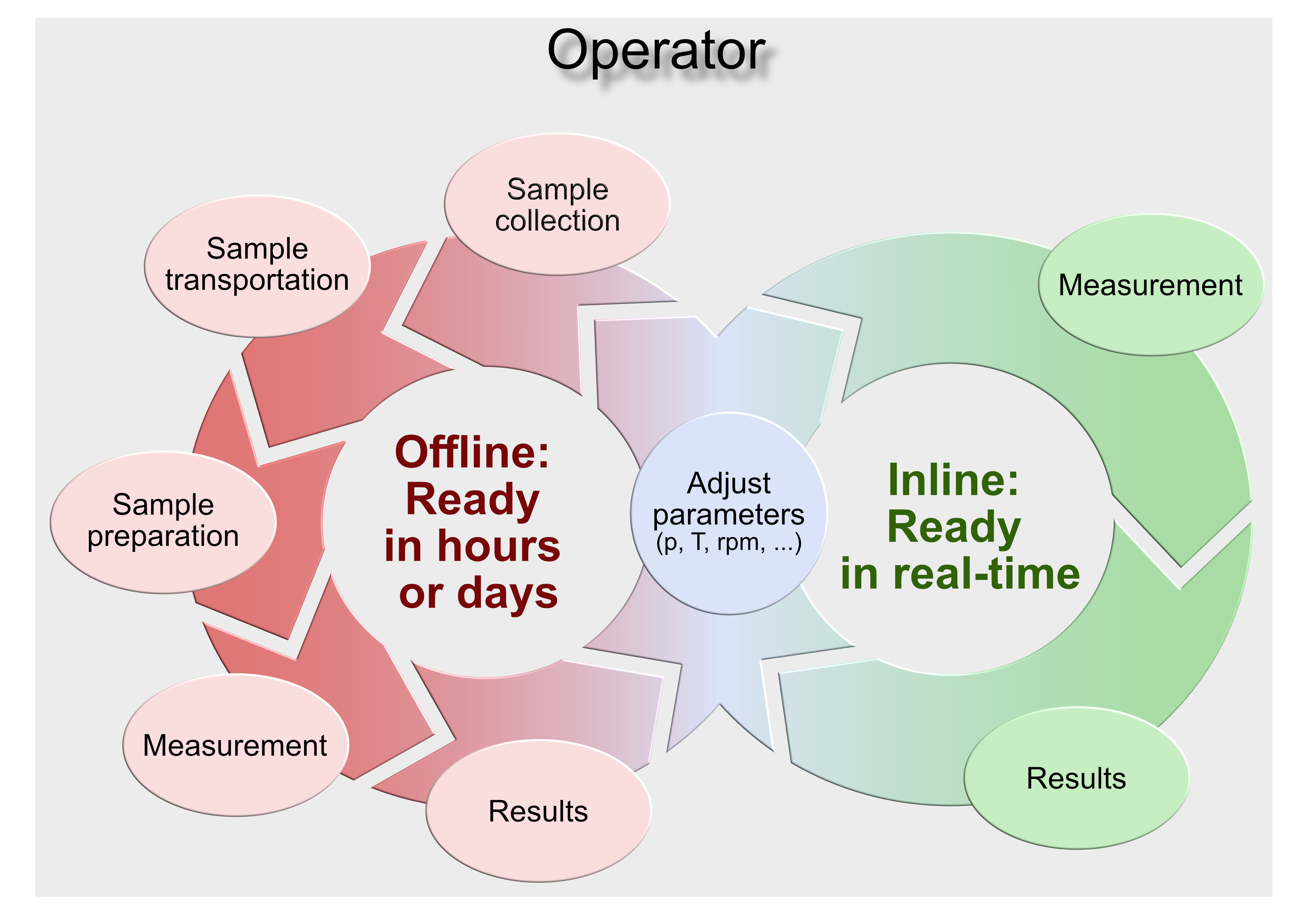
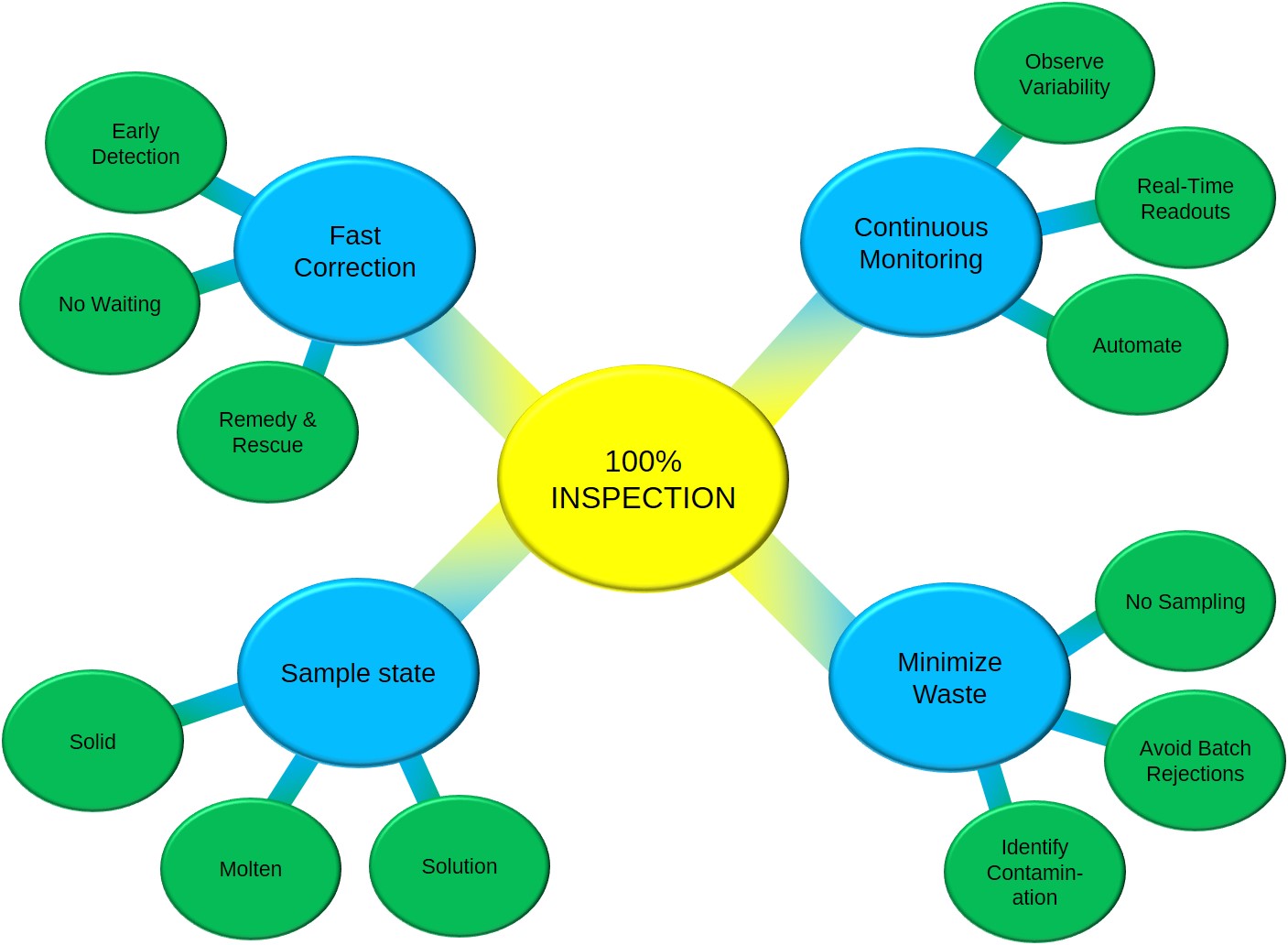
By integrating in-line spectroscopy directly into the process, manufacturers gain valuable real-time insight into material behaviour and product characteristics. This enhanced visibility enables improved efficiency and uptime, consistent product quality, and a significant reduction in waste. ColVisTec’s optical probes and software solutions support both real-time batch quality control and fully automated, closed-loop continuous process control.
To ensure maximum versatility, our product-contacting optical probes are designed to be compatible with a wide range of extrudates, including fibres, films, sheets, laminates, and powders—making them suitable for diverse industrial applications.