HÖHERE PRODUKTIVITÄT IHRES HERSTELLUNGSPROZESSES MIT
BESTMÖGLICHER PRODUKTQUALITÄT UND -SICHERHEIT
Die Technologie von ColVisTec wurde speziell für
die Anforderungen der Kunststoff- und
Polymerindustrie entwickelt und bietet robuste,
zuverlässige und genaue Spektroskopie auch bei
hohen Betriebstemperaturen und -drücken.
Verstehen und steuern Sie Ihren
Extrusionsprozess → verbessern Sie
Produktqualität und Effizienz.
Wir verfügen über mehr als 12 Jahre Erfahrung in
der Polymerextrusion und Compoundierung mit
Materialien wie EVA, PP, PET, PVC, Nylon und
Polycarbonaten.
VERBESSERN SIE IHRE PROZESSÜBERWACHUNG MIT
INLINE-UV-VIS-SPEKTRALPHOTOMETRIE
Die UV-Vis-Spektroskopie ist ein
leistungsfähiges Instrument zur genauen Analyse
der Zusammensetzung und Stabilität von farbigen
Materialien (fest, flüssig, in Suspension oder
geschmolzen). Unsere Geräte werden weltweit zur
Überwachung der Produktion von
Hightech-Verbundwerkstoffen, Biopolymeren,
wiederverwertbaren Materialien und
Massenkunststoffen eingesetzt.
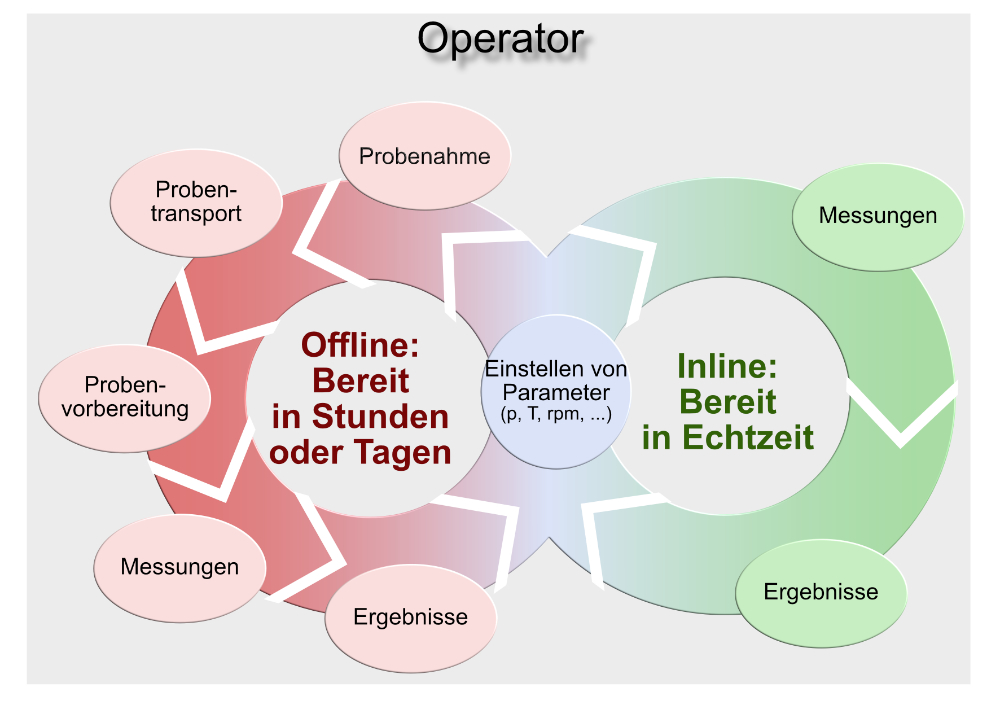
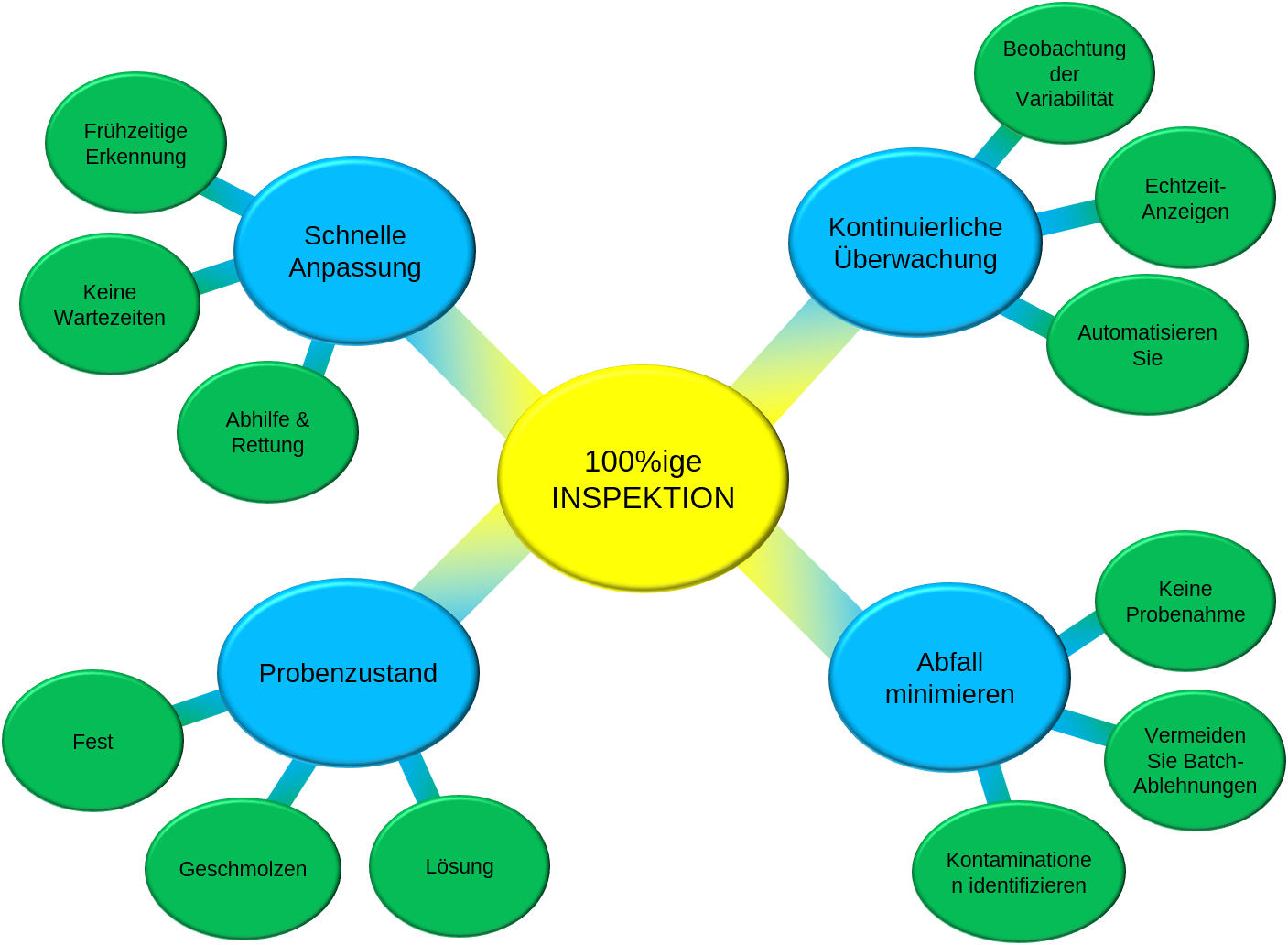
Die Inline-Spektroskopie bietet wertvolle
Einblicke in den Prozess und seine
Charakterisierung, kann die Effizienz und
Betriebszeit erhöhen, die Qualität verbessern
und den Abfall reduzieren. Die optischen Sonden
und Software-Tools von ColVisTec ermöglichen
eine Echtzeit-Qualitätskontrolle von Chargen und
eine kontinuierliche Prozesskontrolle im
geschlossenen Regelkreis.
Unsere produktberührenden optischen Sonden sind
mit allen Arten von Extrudaten kompatibel,
einschließlich Fasern, Folien, Platten,
Laminaten und Pulvern.
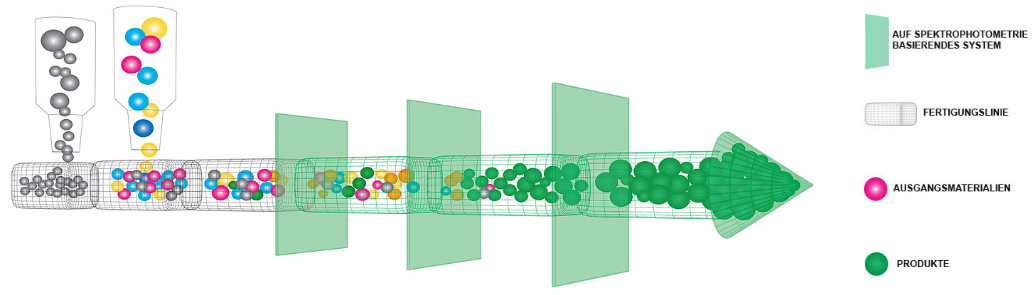
EXTRUSION IST KOMPLEX
Analyse der Schwankungen in Echtzeit →
Lokalisierung der Quelle → Problemlösung
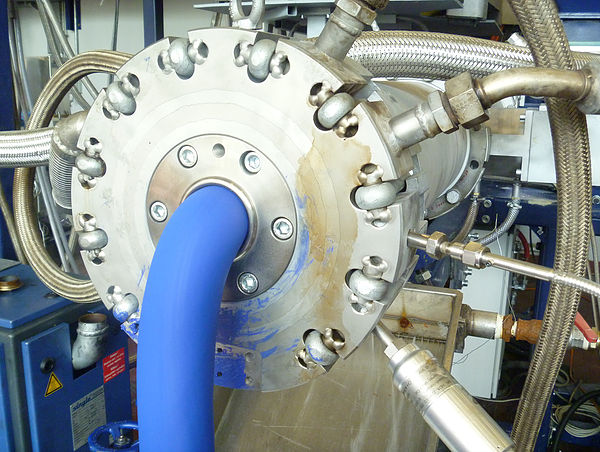
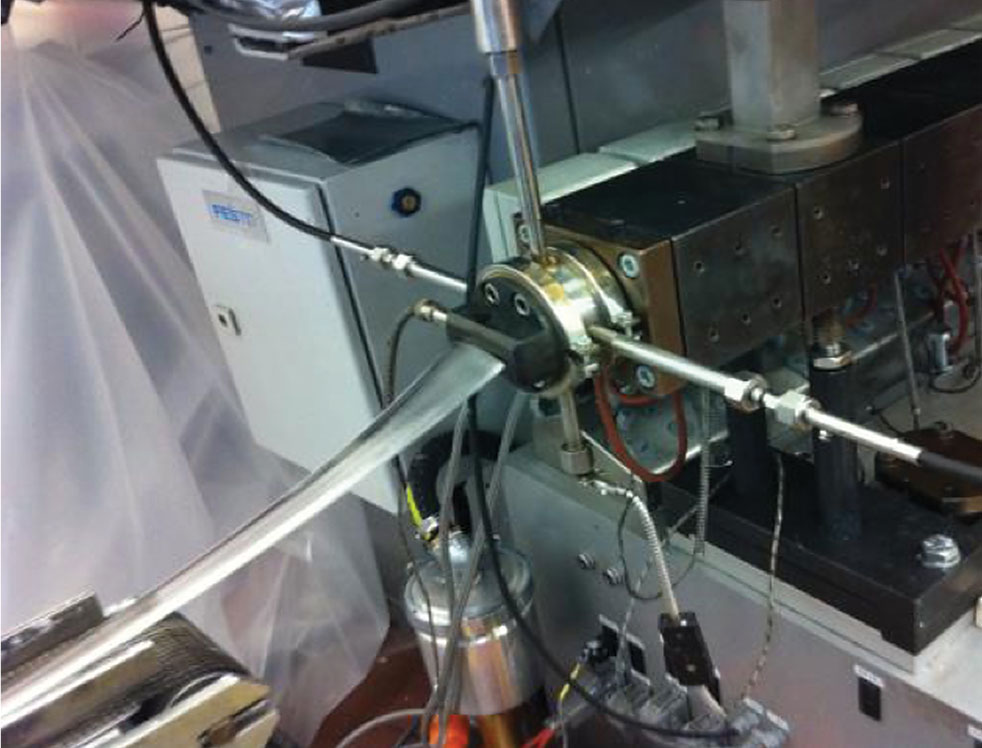
FASEROPTISCHE SONDEN - TECHNOLOGIE
INSTALLATION
Unsere in situ-Spektroskopietechnik stört
den Produktionsprozess nicht. Die faseroptischen
Sonden können mit Hilfe von
Industriestandardanschlüssen einfach in
vorhandene Hardware eingebaut werden.
Unsere Sonden werden an einem oder mehreren
Messpunkten installiert und können bis zu 20
Meter vom Spektrometer entfernt platziert
werden.
Ein Spektrometer kann gleichzeitig zwei
unabhängige Produktionslinien überwachen.
Nach der Installation analysieren Sie jede
Charge, jede Sekunde, von Anfang bis Ende.
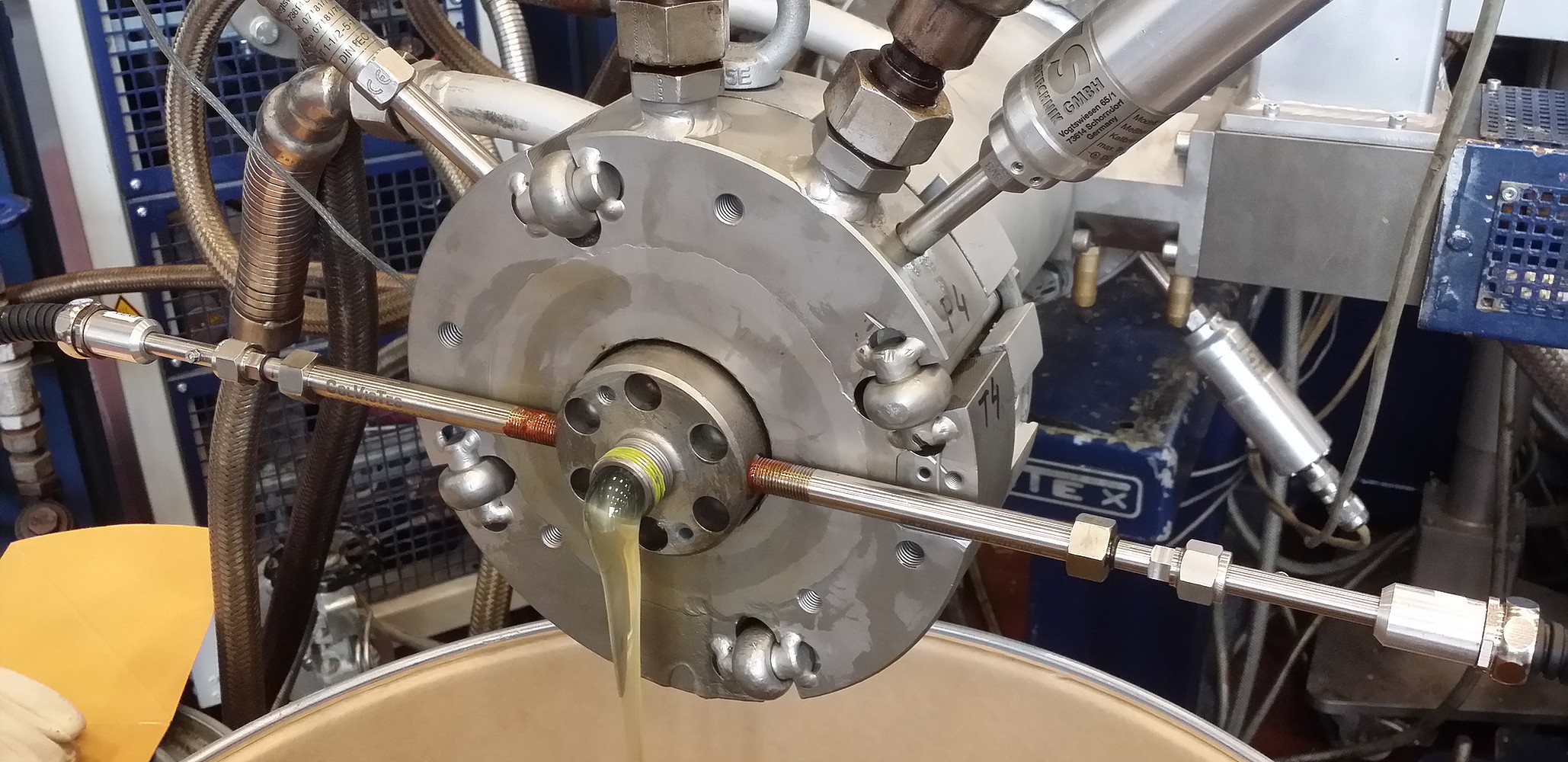
Sondenspitze: Standard Dynisco Gewinde
1/2"-20 UNF
Saphirfenster (Selbstreinigung durch
Materialfluss)
Separate Faseroptik für einfache
Kalibrierung
Temperatur: ≤ 350 °C
Druck: ≤ 200 bar
(1) The RPMP probe installed on (2) the
extruder. For example, in the die-plate.
Beleuchtung mit Xenon-Blitzlampe
Sechs ringförmig angeordnete
Beleuchtungsfasern
Zentral positionierte Detektionsfaser
(für die Reflexion)